A single clear aligner is easy. Two hundred thousand cases a year is a different business — and that gap is where most labs stall.
It’s also the gap the industry’s biggest moves are now built around. In mid-2026 Zhengya Dental, the company behind the Smartee aligner brand, pushed toward a ChiNext public listing, with a large share of the planned proceeds earmarked for one thing: more automated 3D-printing production lines and materials R&D [1]. You don’t raise capital to print one good model. You raise it to print the ten-thousandth model of the day at the same accuracy as the first.
That’s the real subject here. Not “can you 3D print an aligner model” — you can, on almost any printer now. The question that decides margin is whether you can do it at volume, at yield, and at a cost that survives growth. If you run a lab, a central production hub, or an aligner brand outsourcing capacity, this is the part nobody puts on the spec sheet.
What does it actually take to manufacture clear aligners at scale?
At scale, clear aligner production is a throughput-and-yield problem, not a printing problem. Each case needs a sequence of 3D-printed arch models; each model is thermoformed, trimmed, polished, and checked. What decides the economics is printer throughput per shift, model accuracy and repeatability across thousands of units, post-processing consistency, and per-unit material cost — not whether one print looks good.
That reframes every buying decision downstream. Walk the chain, and the leak points show up fast.
The production chain — and where throughput leaks
Most aligners reach the patient the same way [2][5]:
- Scan & plan — intraoral scan, then a treatment plan that splits tooth movement into staged steps.
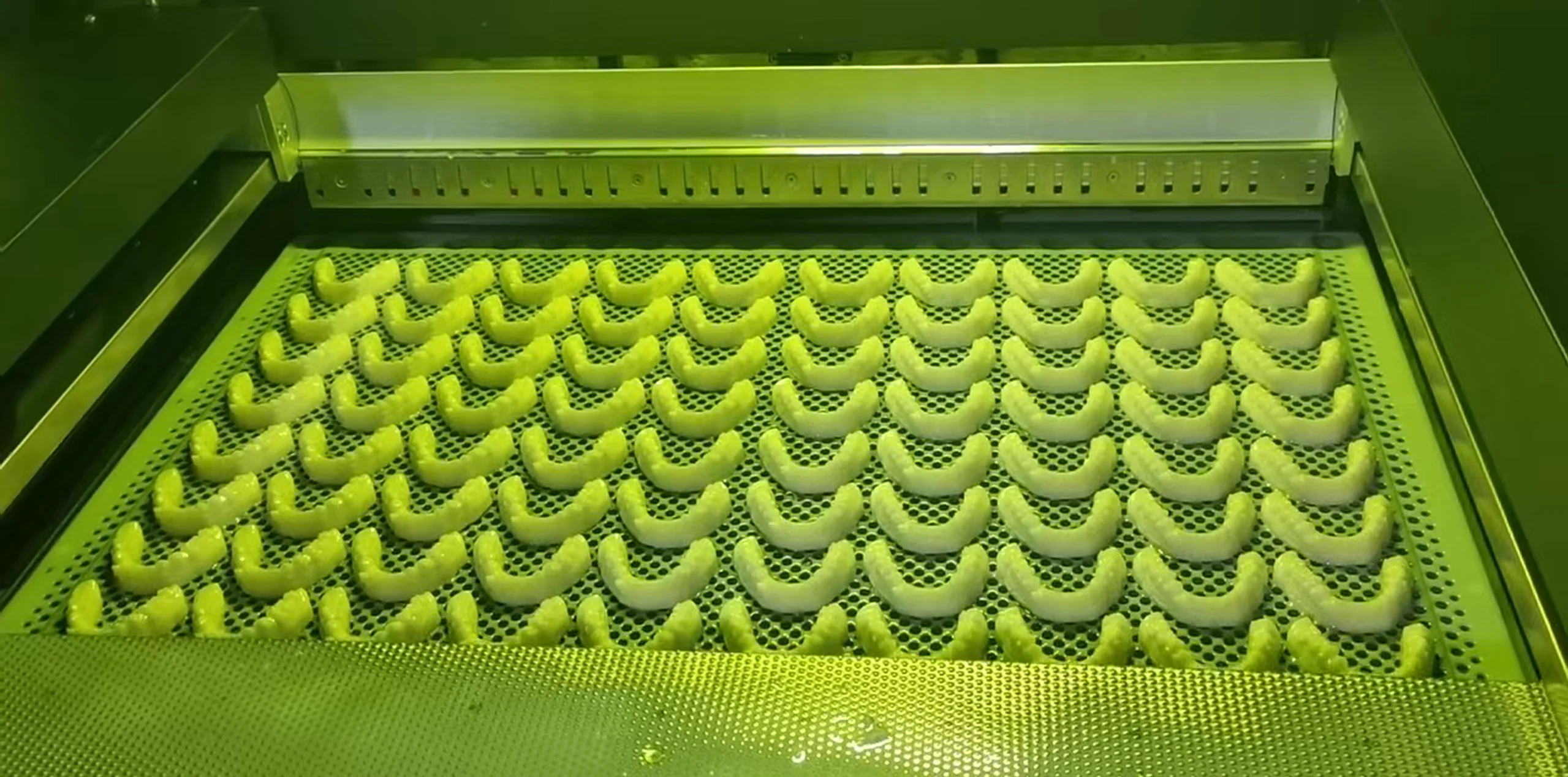
- Print the arch models — each stage becomes a physical model, printed in batches on LCD/DLP/SLA systems.
- Thermoform — a clear sheet is pressure- or vacuum-formed over each model.
- Trim, polish, QC — laser-mark for traceability, cut, smooth, inspect, ship.
Step 2 is the heartbeat. A mid-size operation runs hundreds to thousands of models a day, and the model stage sets the pace for everything after it.
Here’s the trap. Throughput on a spec sheet is measured one tray at a time, in ideal conditions. Real throughput is measured after the failures: the warped model, the under-cured base that distorts during thermoforming, the batch that drifts out of tolerance overnight. Print speed gets the headline; yield pays the bills.
Throughput math: read the spec sheet like a production manager
Vendors love a clean number. “32 models in 14 minutes,” for instance, is a real figure for one high-throughput SLA configuration [2]. It’s also a best case — one orientation, one resin, fresh equipment, no rejects.
To translate a spec into a daily plan, work backwards from cases, not prints:
| Variable | What it really controls | The question to ask |
|---|---|---|
| Models per build | Raw capacity ceiling | How many fit at production orientation, not the demo orientation? |
| Cycle time + post-cure | Effective throughput | What’s the full cycle — print, wash, cure — not just print? |
| First-pass yield | Units you can actually ship | What fraction passes QC without a reprint? |
| Resin cost per model | Margin at volume | Cost per good model, after scrap, not per liter? |
| Cross-machine repeatability | Whether you can grow | Do machines 1 and 20 produce the same model? |
A lab that optimizes only the first row — models per build — buys a bigger ceiling and a worse floor. The operations that scale cleanly obsess over the last three.
Direct-printed aligners: the shift that changes the material question
The thermoforming model isn’t the only future. Directly 3D-printed aligners skip the physical model entirely — the aligner itself is printed in a biocompatible photopolymer, layer by layer, straight from the digital plan [5]. No model array, far less plastic waste, and the aligner goes from design to finished part in one step.
The early data is hard to ignore. In comparative studies, directly printed aligners showed better geometric trueness than thermoformed ones — on the order of ~2.55% vs ~4.41% relative deviation in one analysis — and very different mechanical behavior, with purpose-built resins delivering a force profile thermoformed sheets can’t easily match [5][6][8]. Micro-CT fit studies point the same direction [6].
Does that mean thermoforming is dead? No — and anyone selling you that is overselling. Most production volume today is still thermoformed, the validation and regulatory work for direct-print is ongoing, and the economics depend heavily on how the resin behaves over time [5][8]. The honest read: the next few years are hybrid, and the operations that win will be fluent in both — printing thousands of accurate models today, while qualifying direct-print resins for tomorrow.
Either way, the bottleneck moves toward materials. Thermoforming lives or dies on model resin accuracy and stability; direct-print lives or dies on aligner resin mechanics. RayForm builds for both ends of that chain — high-accuracy dental model resins for the thermoforming route and a dedicated 4D clear aligner resin for direct-print workflows — so a lab can scale the process it runs now without betting the floor on a single technology.
That’s not abstract for RayForm: our photopolymer model resin is used in clear-aligner production by manufacturers including Smartee (Zhengya) — exactly the kind of volume operation this article is about.
Where labs actually lose yield (and how to claw it back)
Three failure points eat most of the scrap in a growing aligner operation.
Model accuracy drift. A model that’s 100 µm off doesn’t look wrong — it thermoforms into an aligner that doesn’t seat. Accuracy has to hold not just on the test print but across the whole plate and across machines. This is a resin-plus-parameters problem, which is why a tight, published parameter window matters more than a hero spec.
Post-cure inconsistency. Under-cured models keep reacting and distort; over-cured ones get brittle. Consistent post-processing — wash chemistry, cure time, temperature — is where a lot of “the printer is fine but the parts are bad” mysteries actually live.
Thermoforming shrinkage. Even with a perfect model, forming induces dimensional change; shrinkage and expansion shift the fit and the force the aligner applies [2]. You manage it with model-design compensation and material consistency, not by hoping.
None of these is exotic. They’re the unglamorous, repeatable-process work that separates a pilot line from a real factory — and they’re exactly what a full-stack materials partner should help you standardize, with SOPs and traceability rather than a data sheet and good luck.
The open-system argument: don’t get locked in as you scale
One decision quietly compounds as you grow: closed versus open materials. A closed ecosystem — printer, resin, and software locked together — is comfortable at pilot scale. At production scale it becomes a tax. Your material cost is set by one vendor, your supply risk concentrates on one SKU, and switching gets harder the bigger you get.
Open-system resins, validated against mainstream LCD/DLP hardware, keep the pricing power on your side: competitive material cost, second-source resilience, and the freedom to add machines without re-qualifying your whole stack. For an operation planning to double, that optionality is worth more than any single headline feature. It’s the thinking behind RayForm’s clear-aligner production solution — open compatibility plus the parameter windows, post-processing SOPs, and documentation that make a process repeatable across sites.
Scaling readiness checklist
Before you commit to a production stack, pressure-test it against the things that actually break at volume:
- Throughput measured as full cycle (print + wash + cure) per good model, not raw print time.
- First-pass yield tracked as a number you review weekly, not a vibe.
- Cross-machine repeatability verified — a model from machine #1 ≈ a model from machine #20.
- Material cost per good unit, after scrap — and a second source for every critical resin.
- Post-processing SOP written down and trained, not tribal knowledge.
- Traceability (lot, parameters, operator) in place before an audit forces it.
- A direct-print path at least scoped, so the next technology shift isn’t a standing start.
Frequently Asked Questions
How are clear aligners manufactured?
Most clear aligners are made by thermoforming: a treatment plan is split into staged tooth positions, each position is 3D-printed as a physical arch model, and a clear plastic sheet is pressure- or vacuum-formed over the model, then trimmed, polished, and inspected. A growing minority are produced by directly 3D printing the aligner itself in a biocompatible resin, with no physical model.
Are directly 3D-printed aligners better than thermoformed ones?
On geometric accuracy and force control, current research favors direct-printed aligners, with better trueness and tunable mechanics from purpose-built resins. But thermoforming still carries most production volume today, and direct-print validation and economics are still maturing. For most labs in 2026 the practical answer is a hybrid: scale thermoforming now, qualify direct-print in parallel.
What resin should I use for clear aligner models?
For the thermoforming route you want a model resin with high dimensional accuracy, stable post-cure behavior, and enough heat tolerance to survive forming without distorting — verified across a full build plate, not a single print. Match it to a published parameter window for your printer.
How many printers do I need to produce aligners at volume?
It’s a fleet question, not a single-machine one. A high-volume manufacturer can run on the order of 40 SLA printers to produce millions of aligners. Plan from cases per day times stages per case times first-pass yield, then size the fleet to hit that with headroom for QC rejects.
Does directly printing aligners remove the need for model resin?
For the cases you direct-print, yes — there is no physical model, so you need aligner resin instead of model resin. Most operations will run both routes for years, which is why materials breadth across model and aligner resins matters.
The takeaway
The companies raising money and building automated lines aren’t winning because they found a magic printer. They’re winning because they turned aligner production into a repeatable, high-yield process — and repeatability starts with materials that behave the same on unit one and unit one hundred thousand.
If you’re scaling clear-aligner production and want resin and process support built for throughput and yield rather than a single hero print, request samples or talk to RayForm. Tell us your printers and your target volume, and we’ll start from there.
References
[1] Nanjixiong 3D Printing (industry media) — Zhengya Dental (Smartee) ChiNext IPO filing; proceeds planned for automated 3D-printing line expansion and materials R&D. Single industry-media source; IPO specifics developing. nanjixiong.com
[2] Formlabs Dental — How Modern Clear manufactures millions of clear aligners with 3D printing (~40 SLA printers; throughput and thermoforming notes). dental.formlabs.com
[3] Grand View Research — Clear Aligners Market size & share industry report. grandviewresearch.com
[4] Fortune Business Insights — Clear Aligners Market growth report (alternative market-size estimate). fortunebusinessinsights.com
[5] Frontiers in Dental Medicine — Integrated manufacturing of direct 3D-printed clear aligners. frontiersin.org
[6] Scientific Reports (Nature) — micro-CT fit analysis, 3D-printed vs thermoformed clear aligners. nature.com
[7] Angelalign Technology — 1H 2024 operating results (China market context). angelaligner.com
[8] American Journal of Orthodontics & Dentofacial Orthopedics (AJODO) — trueness and precision of direct-printed vs thermoformed aligners after artificial-saliva exposure. ajodo.org



